
Cómo calibrar el extrusor de su impresora 3D FDM para obtener las mejores impresiones
Para obtener el mejor rendimiento de su impresora 3D FDM, deberá calibrar la extrusora. Al hacerlo, se asegurará de que la cantidad de filamento que sale de la boquilla esté en la "zona de Ricitos de Oro", ni demasiado ni demasiado poco.
Este artículo le mostrará lo fácil que es mejorar sus impresiones completando esta calibración necesaria.
La importancia de la calibración del extrusor
Si alguna vez ha tenido problemas para que su primera capa se pegue o las impresiones con manchas lo atormentan constantemente, entonces la calibración de la extrusora podría ser la culpable. Demasiado poco filamento a través de la extrusora hará que las capas se deslaminen y provoquen una mala adhesión de la impresión en la placa de impresión. Demasiado filamento a través de la extrusora podría resultar en impresiones finales deformadas o fibrosas.
Por otro lado, una extrusora debidamente calibrada entregará la cantidad justa de filamento a cada capa de su impresión. Eso significa que su primera capa se adherirá correctamente a la placa de construcción y sus impresiones terminadas tendrán un aspecto excelente.
La calibración del extrusor es una forma sencilla de obtener una mayor calidad de su impresora 3D y es fácil de realizar con las herramientas adecuadas. Y la calibración de la extrusora funciona tanto para extrusoras de tubo Bowden como de accionamiento directo. Además, debe realizar este proceso periódicamente para asegurarse de que su impresora funcione de manera óptima. Hacerlo es especialmente importante si comienza a notar signos de extrusión insuficiente o excesiva.
Lo que necesitarás

Para realizar esta calibración, necesitará algunas cosas:
- Una impresora 3D FDM
- Algún filamento
- Un calibre a vernier
- Un marcador de punta de fieltro de un color diferente al de su filamento
- Una computadora que ejecuta un software de corte
Paso 1: carga de filamento
El primer paso en este proceso es cargar filamento en su impresora 3D. Consulte el manual del propietario sobre el procedimiento adecuado para completar este paso. En la mayoría de los casos, calentarás la boquilla y luego introducirás el filamento en la extrusora.
Una vez que este filamento comienza a salir de la boquilla, entonces sabrá que su impresora está lista para comenzar la calibración. Asegúrese de eliminar también cualquier material anterior adherido al extremo de la boquilla. Desea que su boquilla esté lo más limpia posible antes de comenzar este proceso. Además, es importante que la boquilla se caliente para que todo funcione.
Paso 2: conecte su impresora a su computadora
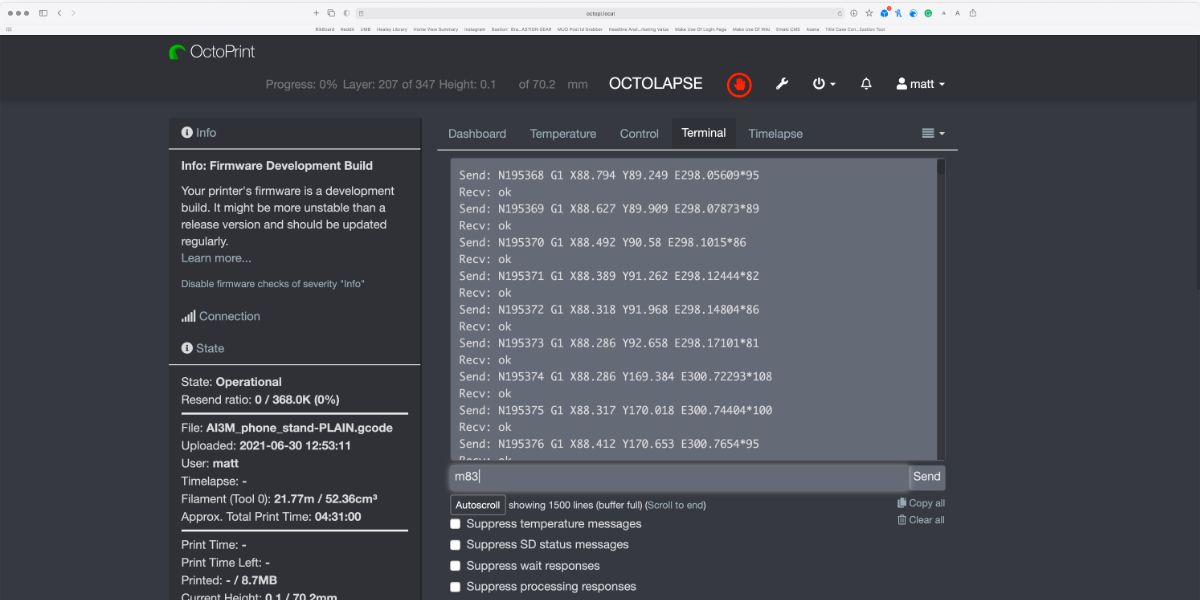
A continuación, conectará su computadora a su impresora 3D. Para la mayoría de las impresoras, puede hacerlo a través de una conexión USB. O, si tiene configurado Octoprint (lo cual vale la pena hacer), puede usar la interfaz web aquí. También enviará varias líneas de código G y controlará la salida a nivel de terminal, por lo que es crucial que tenga esta capacidad.
Una vez que haya conectado su computadora, deberá poner la impresora en modo relativo. Hágalo enviando un comando M83 a la impresora a través del terminal.
Paso 3: Marcado y medición del filamento para extrusión

A continuación, necesitaremos medir y marcar el filamento que pretendemos extruir. Para esta demostración, debe ajustar su calibre de nonio a 120 mm. Luego, mida 120 mm de filamento desde la entrada de la extrusora o el sensor de salida de filamento. Deberá usar su rotulador para hacer una pequeña marca en el filamento en esta medida. Esta marca debe ser visible y precisa, así que tómate tu tiempo aquí.

Paso 4: Extruir 100 mm de filamento
Una vez que haya establecido su marca, usará el terminal para enviar 100 mm de filamento a través del extremo caliente. Para hacerlo, ingrese el comando G1 E100 F100. La impresora debería comenzar a extruir lo que cree que son 100 mm de filamento a través de la boquilla. Este proceso tardará aproximadamente un minuto. Cuando se complete el proceso, puede pasar al siguiente paso.
Paso 5: medir por segunda vez

Con su calibrador de nonio, mida la distancia entre la entrada de la extrusora o el sensor de excentricidad y su marca. La longitud aquí debería ser de unos 20 mm. Si su medida es exactamente 20 mm, no se necesita calibración adicional y puede volver a imprimir como de costumbre.
Pero, si esta distancia es superior a 20 mm, entonces su impresora no está extruyendo. Si es inferior a 20 mm, entonces su impresora está sobreextrusionada. Pero no se preocupe. Ajustará los pasos de la extrusora por valor milimétrico para marcar la extrusora perfectamente en el siguiente paso.
Paso 6: Cálculo de pasos correctos por valores milimétricos
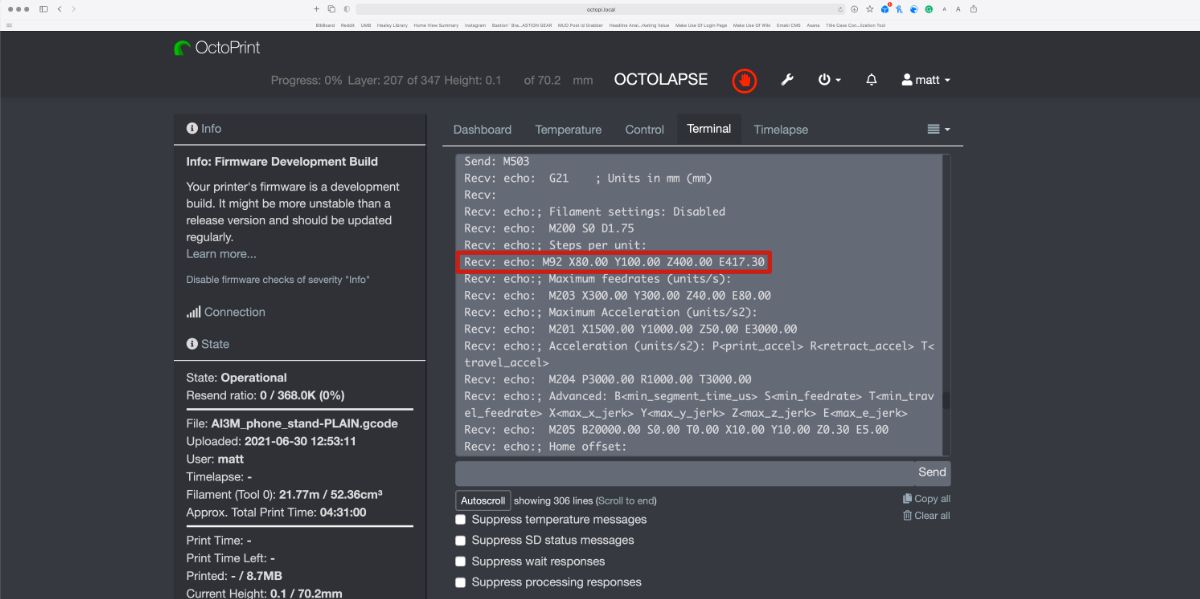
Para ajustar la extrusora, deberá realizar algunos cálculos. Primero, deberá encontrar el valor actual de pasos / mm de su impresora. Para determinar este valor, envíe el comando M503 a su impresora a través del terminal.
Si lo hace, debería devolver algunas líneas de código. Busque la línea etiquetada como eco: M92 . Al final de esta línea habrá un valor E. Este valor indica sus pasos actuales / mm.
A continuación, deberá encontrar el valor de pasos físicos / mm. Calculará este valor restando su medida posterior a la extrusión de 120. Digamos que su segunda medida fue de 22 mm, por ejemplo. En este caso, restaría 22 mm de 120 mm, lo que le daría 98 mm de filamento extruido.
Luego, deberá calcular cuántos pasos tomó su extrusora para llegar a esa medida de filamento. Para realizar este cálculo, use el número que registró para el valor E actual multiplicado por 100, que es la cantidad de filamento que su impresora debería haber extruido.
Si el valor E de su extrusora fuera 417.30, por ejemplo, entonces multiplicaría ese número por 100, lo que equivaldría a 41,730 pasos para llegar a 98 mm de filamento extruido.
El cálculo final necesario es el número correcto de pasos para extruir 100 mm de filamento. Para obtener este valor, dividirá el número de pasos del extrusor de la última ecuación por el mm real de filamento extruido en la ecuación anterior.
Por ejemplo, dividiría 41.730 por 98 mm, lo que equivale a 425,81 pasos / mm. Este valor de pasos / mm es el número al que establecerá su valor E en el siguiente paso.
Fórmulas:
- 120 – [distancia desde la marca a la extrusora o al sensor de excentricidad] = [medida en mm real del filamento extruido]
- [Valor E] x 100 = [número de pasos para extruir la medida real en mm]
- [número de pasos para extruir la medida en mm real] / [medida en mm real del filamento extruido] = [pasos correctos / mm]
Paso 7: Configuración de los pasos adecuados por milímetro
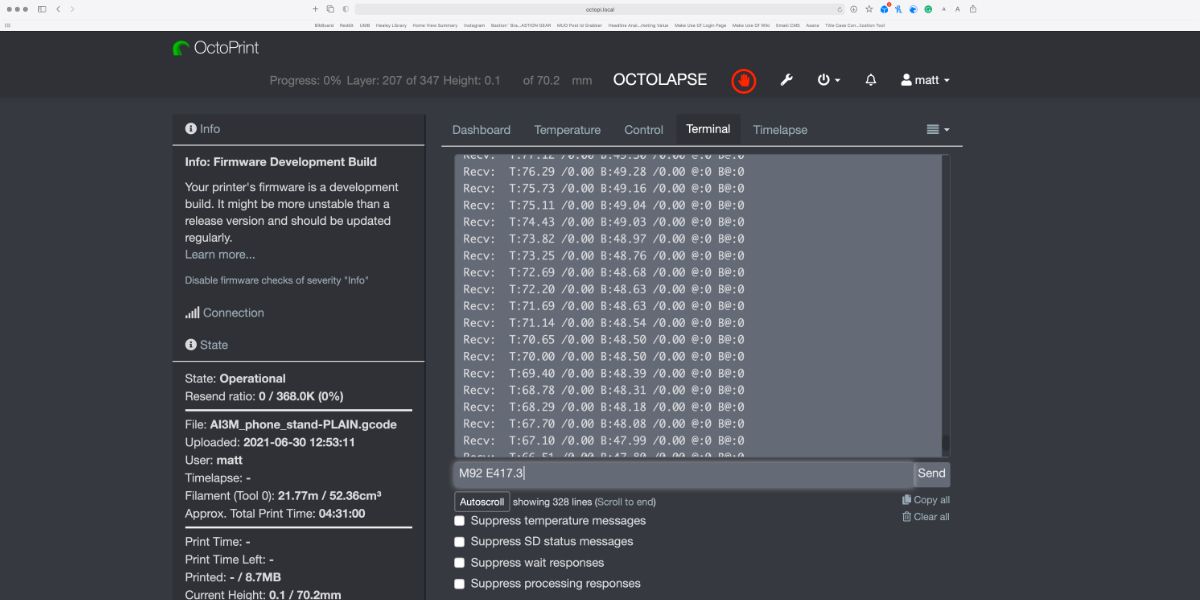
El último paso de la calibración es establecer el valor E en los pasos correctos / mm. Para hacer esto, enviará el comando M92 Exxx.x a su impresora. Aquí, sustituirá las x por el valor de pasos / mm adecuado del último cálculo.
Por ejemplo, escribirías M92 E425.8 en la línea de comando del terminal y luego presionarías enter. Luego, guardaría este valor enviando un comando M500 a su impresora. En este punto, es mejor reiniciar la impresora para poder verificar todas las configuraciones.
Paso 8: Pruebe y vuelva a verificar

Una vez que haya reiniciado su impresora, debe realizar los pasos de medición, marcado y cálculo por segunda vez. Esta vez, su impresora debe extruir exactamente 100 mm de filamento, y debe tener exactamente 20 mm entre su marca y la extrusora.
Si este no es el caso, puede ingresar un nuevo valor E basado en sus nuevos cálculos. Luego, vuelva a probar hasta que haya obtenido una calibración perfecta.
Disfrute de su extrusora calibrada
Las impresoras 3D son máquinas increíbles. Pero para aprovechar al máximo su impresora 3D, debe asegurarse de calibrar su extrusora correctamente. Esta tarea no es difícil de completar, pero se necesita un poco de esfuerzo para perfeccionarlo todo. Siguiendo esta guía, puede asegurarse de que evitará problemas de extrusión y sus impresiones 3D se verán increíbles.